

Precision Micro-Machining of Intraocular Lens Implants
Project Coordinator
Dr. Daniel Trimble
dtrimble@tcd.ie
+353 1896 4856
Dr. Shuo Yin
yins@tcd.ie
Description
This project involved an industrial collaboration with Alcon Limited and focused on the micro-machining of biomedical grade polymers for intraocular lens (IOLs) implants. These IOLs are medical devices that are implanted into the eye to replace the eyes natural lens to treat conditions such as cataracts.
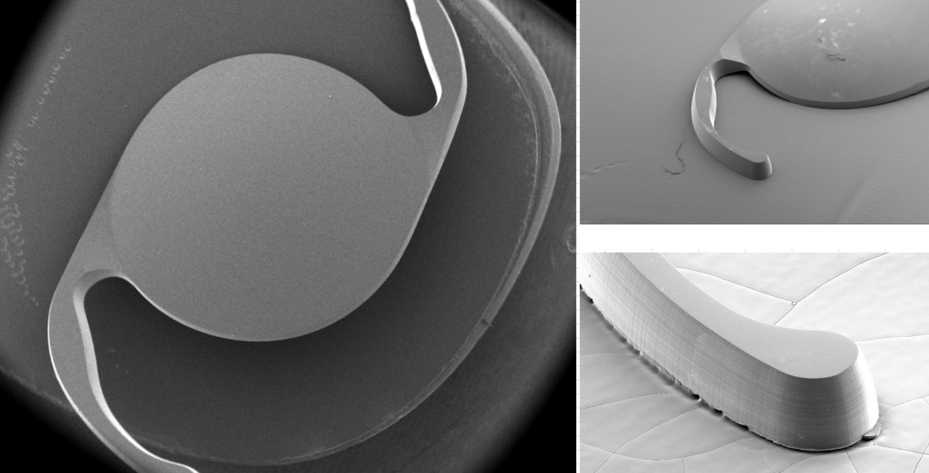
Figure 1: SEM of IOL taken at AMC (Advanced Microscopy Lab) TCD
The industry trend at present is towards the selection of more flexible polymers generally characterized by glass transition temperatures (Tg) close to and below 0°C. The attractiveness of these polymers from a medical standpoint relates to smaller incisions required during implanting, enhanced ophthalmic properties and better oxygen permeability. However, machinability is a very difficult proposition for these polymers, since softer polymers lack the stiffness at room temperature to achieve the necessary complex freeform geometries with critical surface finishes required.
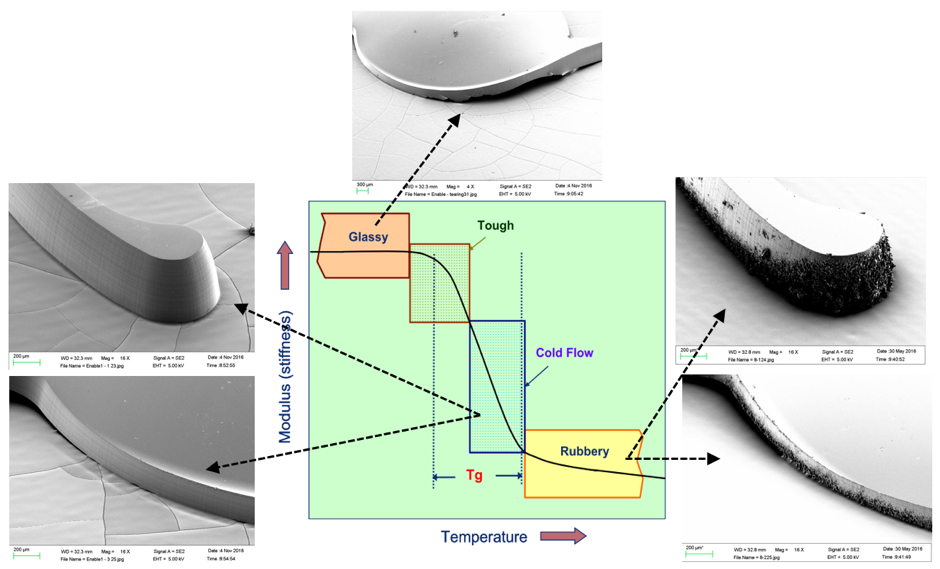
Figure 2: Effect of temperature on stiffness and associated results
All biomedical grade polymers stiffness varies significantly with temperature. Above Tg, the material has a low stiffness (rubbery state) and accurate micro-machining is not possible. Significantly below Tg, the material has a high stiffness (Glassy state) and fractures easily during the micro-machining process. Optimal temperature range lies below the Tg called clod flow domain.
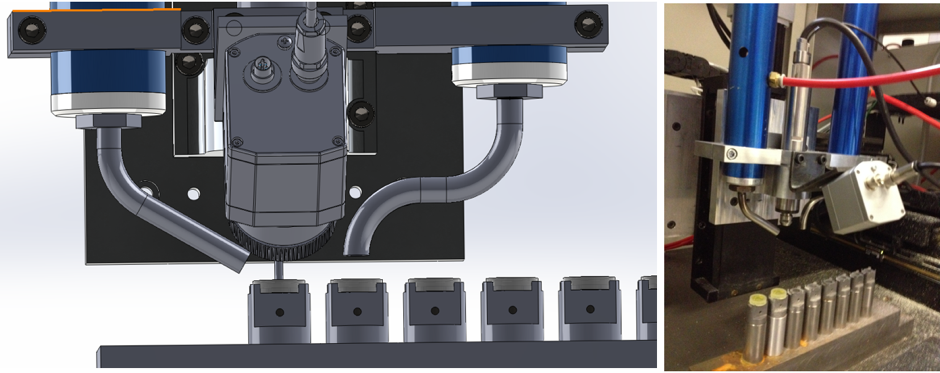 Figure 3: IOL high precision micro-machining machine
Figure 3: IOL high precision micro-machining machine
The next generations of IOL biomedical grade materials will require sub-zero cooling to maintain geometrical accuracy and cooling. Hence, traditional water based coolant are not feasible. At TCD we obtained rapid sub-zero temperatures with applied air pressures achieved using commercially available compressors. This provided a green, sustainable, clean and efficient solution to our industry partner.
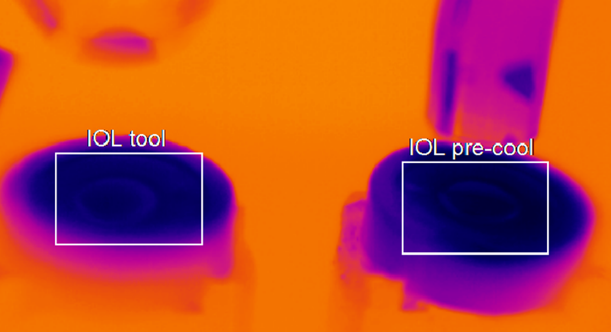 Figure 4: IR surface temperature measurement of an IOL during cooling
Figure 4: IR surface temperature measurement of an IOL during cooling