Investigation of the Stir Friction Welding Process
Project Coordinator
Dr. Daniel Trimble
dtrimble@tcd.ie
+353 1896 4856
Description
Friction stir welding (FSW) has become a relevant technology aimed at joining materials that are so called difficult to weld or even unweldable. The process involves the joining of two metal pieces at the molecular level without melting. The tool traverses along the joint, or rotates in spot, causing sufficient frictional heat to soften the material and rotation of the tool then stirs the molecules together leaving behind a fully consolidated joint.
Here in STAM we are investigating through monitoring of forces, temperatures, tool geometries, and Finite Element Analysis modelling, the development and use of FSW in aerospace and automotive industries, such as the joining of aluminum 2xxx and 3xxx series alloys, in joining aluminium to polymers, and also as a replacement to fasteners, rivets and fusion welding techniques.

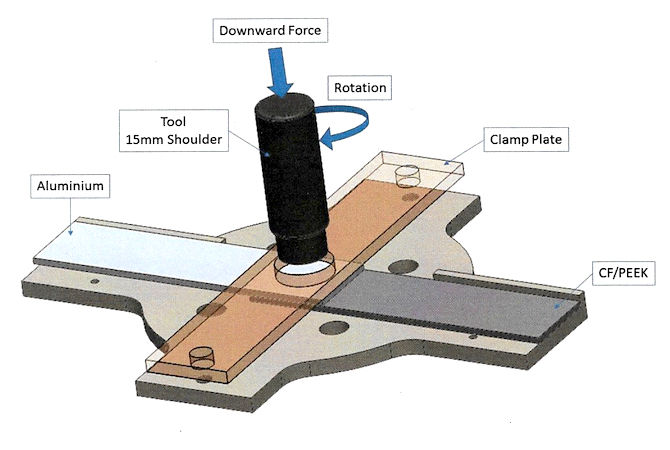
Friction Stir Process Schematic showing Lap Spot Welding
Due to its solid state nature FSW has many benefits over fusion welding techniques. However, its main advantage is its ability to weld all series of aluminium alloys, in particular the 2xxx and 3xxx series alloys. These alloys are used extensively within the aerospace industry for applications such as fuselage and wing skin panels due to their high strength to weight ratio.
However, these alloys are mostly non-weldable using fusion welding methods due to problems with oxidization, solidification, shrinkage, sensitivity to cracking, hydrogen solubility and the resultant porosity problem. Therefore, the majority of aircraft structural parts all tend to be mechanically joined using rivets. FSW offers a solution to welding these alloys and an alternative to riveting. FSW has many advantages over riveting which include: greater fatigue strength, increased structural rigidity and weight reduction.
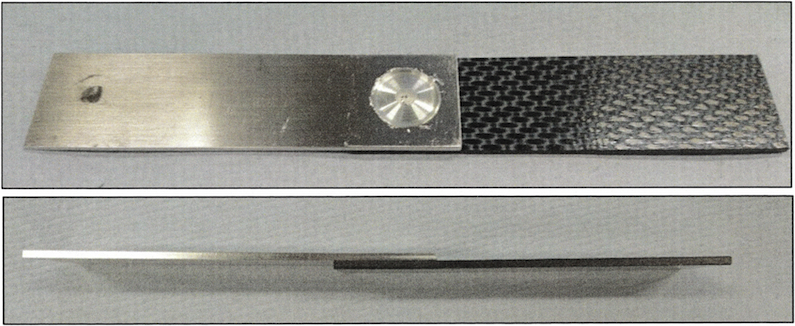
Friction Stir Process showing Lap Spot joining of Aluminium and PEEK
The friction stir welding process can be described by three stages: plunge, dwell and translational stage. During the plunge stage a non-consumable rotating tool is slowly plunged into the joint line between the two materials to be welded. Once the tool reaches the required depth it is held in position for 5 to 20 seconds while still rotating, this is called the dwell stage. The purpose of this stage is to soften the workpiece material ahead of the tool before welding. During the translational stage the tool traverses along the alloys.