Laser Assisted Dry Aerosol jet Printing (LADAP)
Project Coordinator
Dr. Rocco Lupoi
lupoir@tcd.ie
+353 1896 1729
Prof. James Lunney
JLUNNEY@tcd.ie
Weiming Su
SUWE@tcd.ie
TCD/CSC partnership
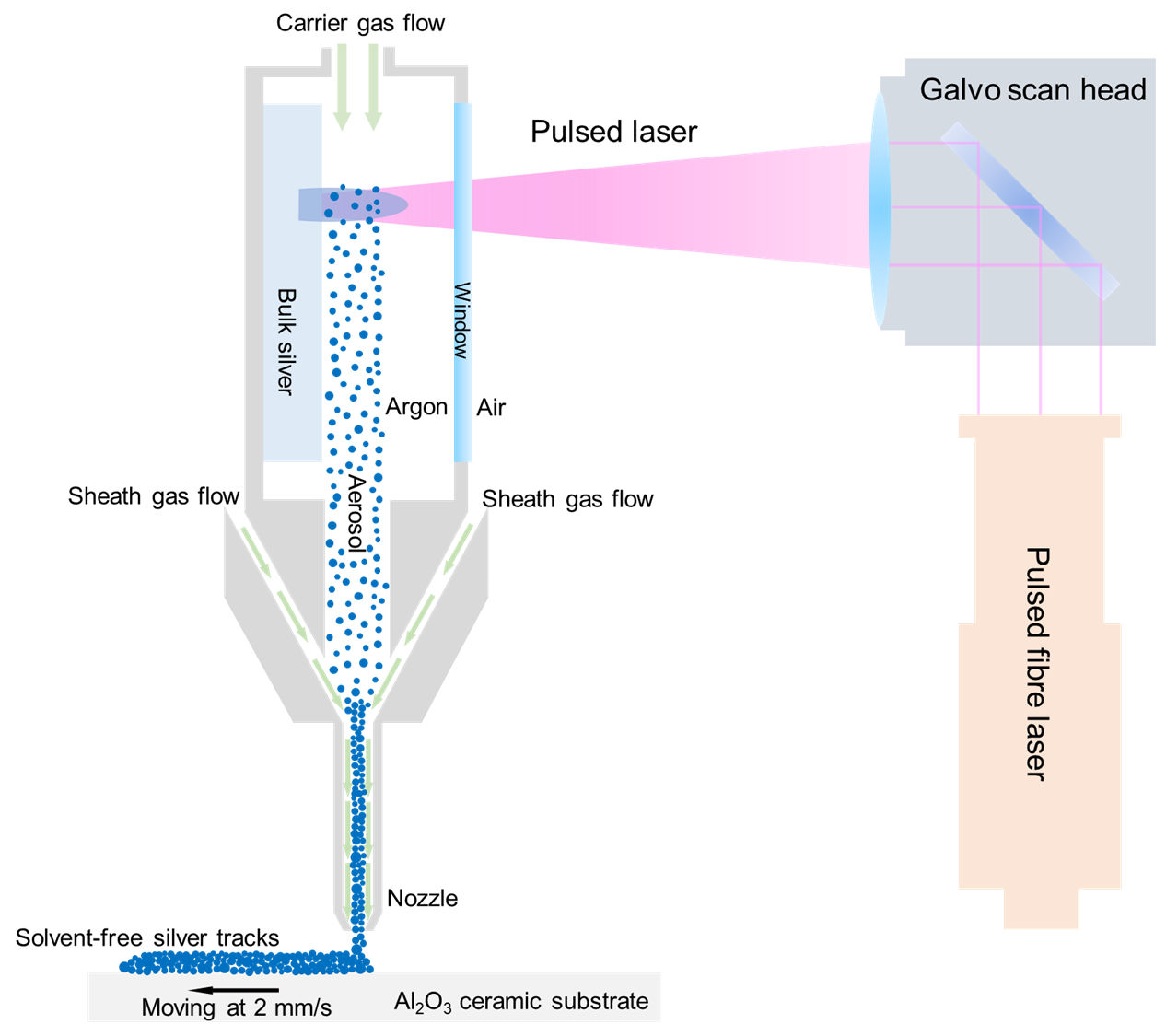
Fig. 1 Diagram of printing process on the formation of conductive tracks based upon PLA
Description
Aerosol jet printing is a promising additive manufacturing technique for flexible electronics. In the wet aerosol method, a metal nanoparticle ink is aerosolised and transported to the print head. Dry aerosol jet printing, where a metal aerosol is prepared in the printing device, may offer some advantages by avoiding the need to prepare and store the nanoparticle ink, and improving the surface purity of the printed nanoparticles. Here we present description of a novel dry aerosol jet printing method, as shown in Figure1, which is based upon pulsed laser ablation of a metal target in an inert gas at atmospheric pressure. The ablation vapor is condensed near the target to form a mist of nanoparticles, and thence larger nanoparticle agglomerates. The dry aerosol is transported to a print head, and aerodynamically focused into a narrow jet directed on to a moving substrate to form a fine line of weakly-bound silver nanoparticle agglomerates. Figure 2 and 3 show some geometries and surface morphologies of the as-printed lines.
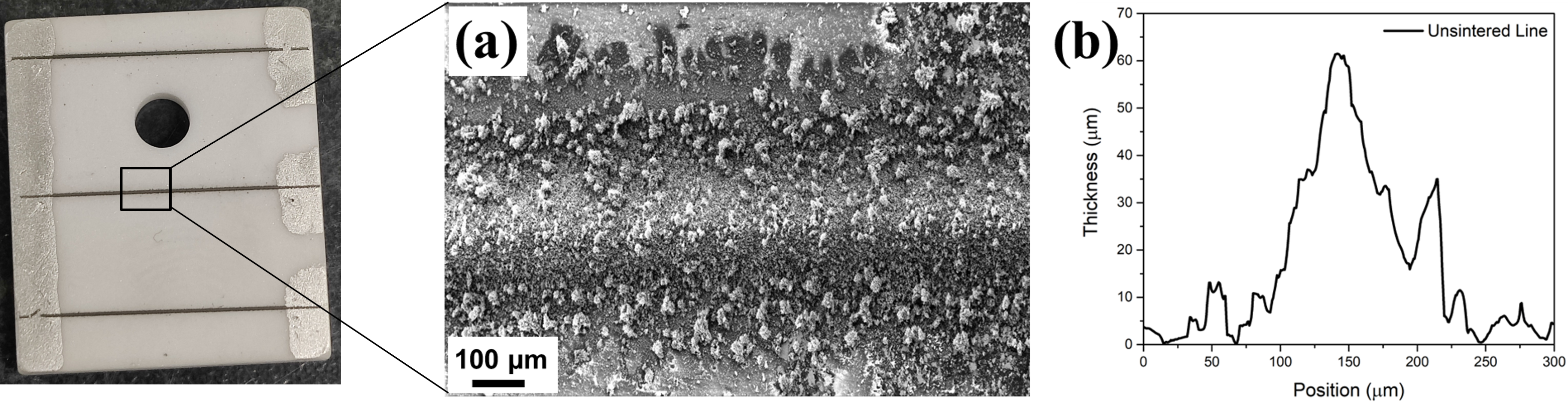
Fig. 2 SEM image of the as-deposited silver line, and (b) transverse profile as measured with WLI
Two very distinct particle morphologies:
1) Nanoparticle agglomerates (the condensation of vapour)
2) highly spherical micron-sized particles (splashing of the molten silver or repeated laser heating and agglomeration of the aerosol)
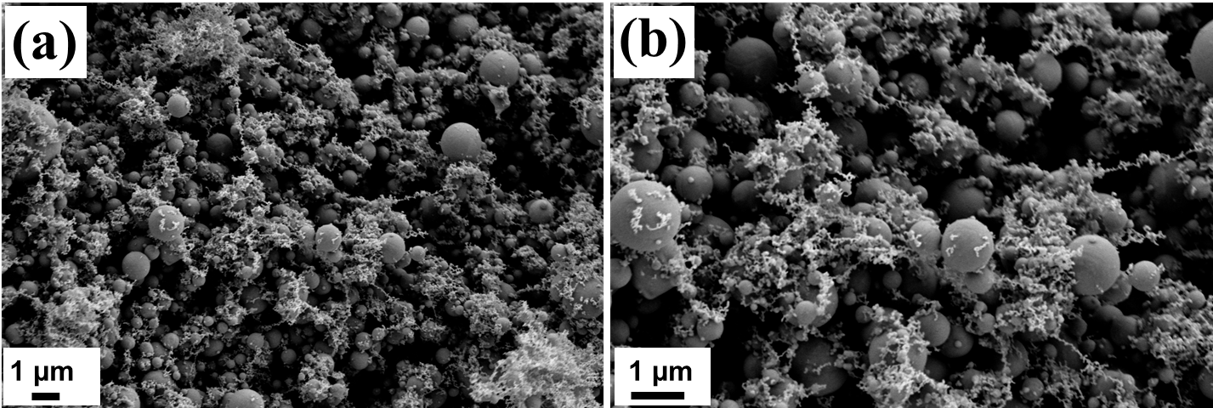
Fig. 3 SEM images of the as-deposited silver line at (a) 5000× magnification, and (b) 10000× magnification
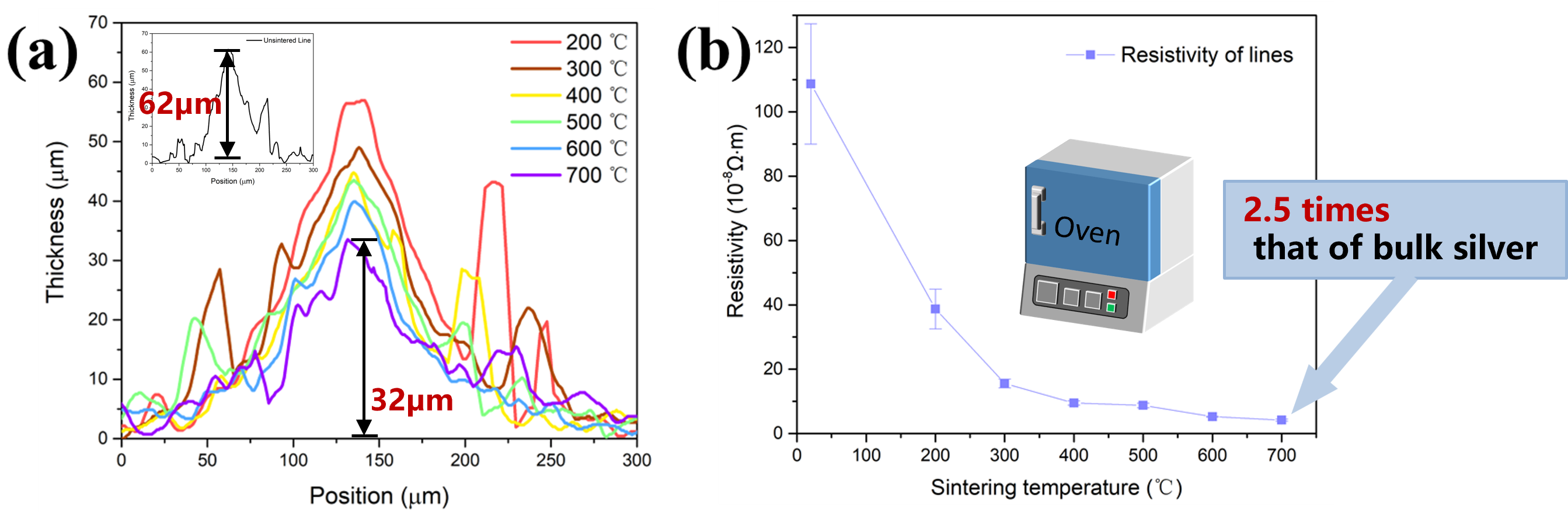
For electrical applications the printed lines produced by both the wet and dry aerosol methods require sintering to densify the material and to achieve a continuous conductive medium. Researches on oven sintering were made. Figure 4 and 5 show some results on this work. A resistivity of 4.2 ×10-8 Ω·m was achieved after sintering at 700 ℃. This compares with a resistivity value of 110 ×10-8 Ω·m for non-sintered parts.